激光法氧浓度O2监测系统






1/6
- ¥9999.00
- 2024-10-29 16:08:55
- 反应釜离心机氧含量在线监测系统
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
2.测量范围:0-5%/0-25%
3.检测原理:荧光淬灭、电化学、激光
4.检测精度:1PPm / 0.01%VOL
5.防爆等级:ExdibIICT6Gb
6.防护等级:IP66
7.响应时间:T90<20S等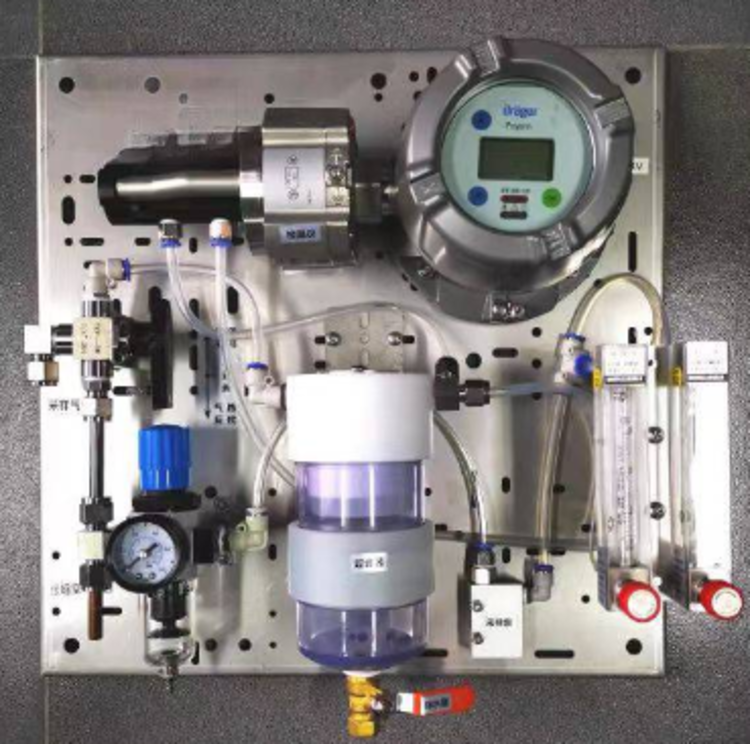
在化学反应过程中,反应釜内的氧含量是一个非常重要的参数。它不仅影响反应速度和产物质量,还关乎到生产安全。因此,反应釜氧含量检测仪在化工领域的应用至关重要。本文将详细介绍反应釜氧含量检测仪的基本原理、仪器结构、使用方法、优势和实际应用。
反应釜检测氧气浓度在提高生产效率、产品质量和保障生产安全等方面发挥着重要作用。在实际应用中,我们应结合具体工艺要求和安全需要,选择合适的氧气浓度监测系统和设备,以实现生产过程的优化和安全保障。
- 反应釜离心机氧含量在线监测系统
- 氧气检测仪
- 郭堃
陕西卓宇佳创仪器仪表有限公司为你提供的“激光法氧浓度O2监测系统”详细介绍



