反应釜充氮氧浓度O2监测系统





1/6
- ¥9999.00
- 2025-03-14 16:11:22
- 反应釜离心机氧含量在线监测系统
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

取消
信息介绍
详细参数
反应釜氧含量检测仪在实际应用中有广泛的应用场景,如石油化工、生物制药、环保治理等。下面以石油化工为例,介绍反应釜氧含量检测仪的实际应用:
在石油化工生产中,反应釜是重要的设备之一。由于石油化工生产的特殊性,反应釜内的介质具有高温、高压、高腐蚀性等特点,因此对反应釜内的氧含量进行实时监测至关重要。使用反应釜氧含量检测仪可以及时发现反应釜内氧含量的变化,避免因缺氧或富氧导致的事故发生,提高生产的安全性和稳定性。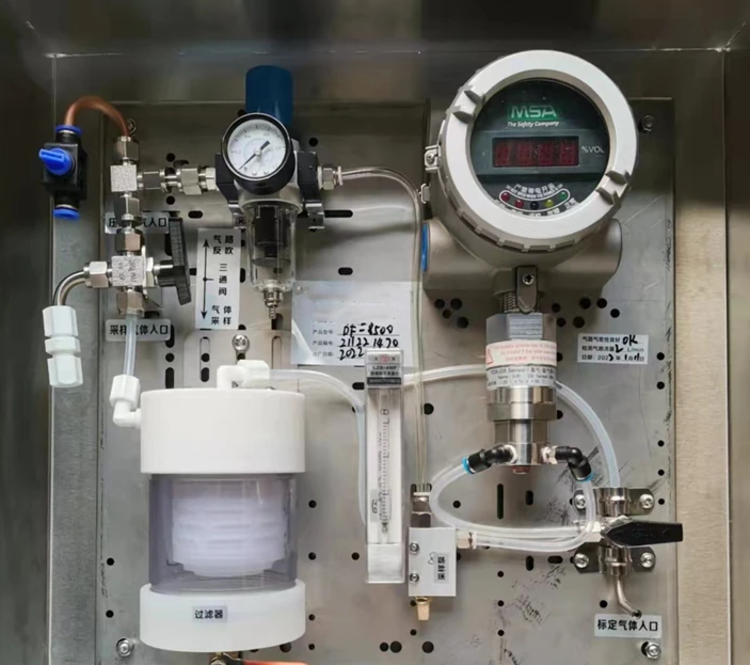
此外,反应釜检测氧气浓度也是保障生产安全的重要手段。通过实时监测釜内氧气含量,我们能够及时发现并处理可能存在的安全隐患,防止因氧气浓度过高或过低而引发的安全事故,确保生产过程的平稳进行。
产品可以满足众多客户的检验要求。可以安装预处理系统,能够有效地消除各种有机溶剂对传感器的腐蚀。
反应釜氧含量分析仪应用,氧分析仪,氧含量分析仪,微量氧分析仪,在线气体分析仪,离心机氧分析仪,微量氧分析仪,常量氧分析仪,电化学氧分析仪
- 反应釜离心机氧含量在线监测系统
- 氧气检测仪
- 郭堃
陕西卓宇佳创仪器仪表有限公司为你提供的“反应釜充氮氧浓度O2监测系统”详细介绍



