激光法氧气O2在线分析仪






- ¥99999.00
- 2024-11-09 16:35:09
- 激光氧气分析仪
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
检测量程 0-209000PPm 精 度 ±1.0%FS
重复性 ≤±1.0%FS 输入电源 AC220V
响应时间 T90≤10S 样气温度 -50~1300℃
采样方式 管道插入式 反吹接口 G1/4
信号输出 4-20mA或RS485 报警方式 触点输出
报警误差 ≤±10%报警设定值 接点容量 1A/220VAC或1A/24VDC
预热时间 3min 防护等级 IP65
插入长度 0-1500mm 连接方式 法兰 
氧分析仪特点
1.选用进口氧传感器和特殊材料检测元件,寿命长、反映快。
2.具有自清结作用,也可采用程序自动吹扫
3.全中文液晶显示,多级中文菜单
4.量程可自由设定,自带记录功能
5.上下限报警点能在全量程范围内任意设置。
6.电渣炉氧分析仪具有0~10或4~20mA,报警触点等信号输出。
7.可有一个标准的RS485通讯口,可以连接串口打印机或与计算机实现双向通讯
我们回访了某化工企业老客户,该企业主要生产四甲基哌啶酮(受阻胺光稳定剂的重要中间体和制药中间体),在生产过程中,物料进入反应釜后,在高温中通入氢气聚合反应。由于加氢工艺是危险的化工生产工艺,因此反应釜的安全隐患问题需要格外重视。其中氮气置换是的步骤,氮气置换需要反复多次进行,同时使用氧含量分析仪对反应釜中的氧气含量进行测量,并根据检测的氧含量值继续将反应釜及管道内的氧气置换到低于爆炸极限以下。
该企业之前采用的是烟斗法,就是用烟斗型氨测定仪测量气氨含量,将残余气体视为空气计算氧含量。但近年来为了确保工艺安全,在用气氨置换前先用氮气进行置换,因此该方法所测量的氧气含量偏高,已经不适用。
该企业为了提高转炉煤气回收量和煤气回收的安全性,降低排放,保障9万立方米煤气柜和电除尘设备的安全,需要在总管上安装一套氧含量分析仪,增加安全系数,建立两级安全设置,在煤气回收过程中能实时在线监测总管道中的氧气含量,当总管中的氧含量超过1%时,立即停止煤气回收,确保回收煤气柜的安全。
新增的氧含量分析系统需要对煤气回收总管中的氧含量进行连续、实时在线监测和分析,为反映煤气工况和工艺控制提供准确的数据,总管道煤气氧含量分析输出的氧含量信号参与控制,根据上述工况要求,选用激光氧气分析仪比较合适,该分析仪针对各种尾气、反应釜、过程气中的氧气含量检测分析,具有灵敏度高、响应速度快、不受背景气体干扰、不受粉尘干扰、非接触式测量等特点,为实时准确地反映总管中的氧气变化提供可靠数据。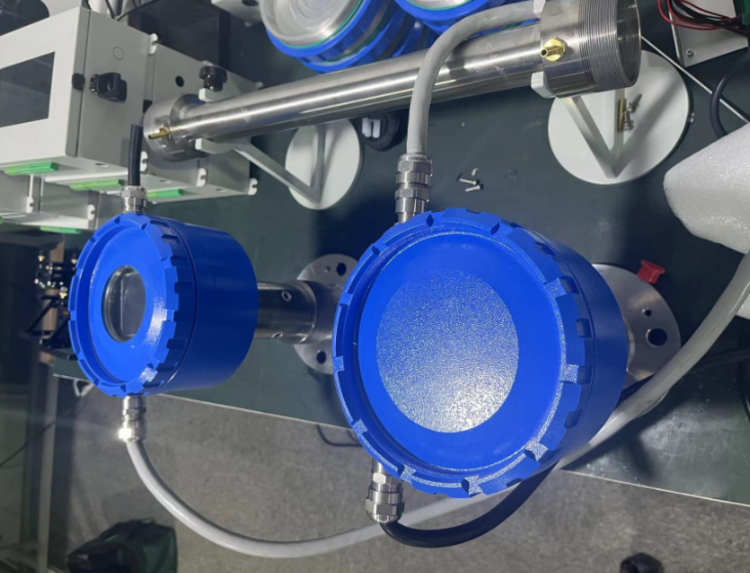
环己酮肟化是重排反应的基础,在己内酰胺生产过程中,环己酮肟化是非常关键的一个环节。环己酮、双氧水、液氨根据一定比例混合,与叔丁醇加入到肟化反应釜中,在一定温度压力条件和催化剂的作用下,进行双氧水和氨反应合成羟胺、羟氨和环己酮的肟化反应。同时还有少量的副反应,例如双氧水的分解反应,生成氧气。
激光氧气分析仪
一般情况下尾气中的氧气含量较低,但如果主反应受到催化剂失效的影响导致反应效率降低,或者反应原料进料量比例失调,造成反应釜中一部分双氧水没有参与到主反应中,反应釜中的双氧水含量升高,副反应比例上升,双氧水分解产生的氧气过高,氧气和尾气中的可燃气体反应,会发生爆炸危险。所以,对己内酰胺肟化反应釜反应尾气进行氧气含量的监测非常重要。在尾气中氧含量过高时进行安全联锁,确保反应过程的安全。同时,通过氧含量的监测也可有效的反映出反应釜中肟化反应的效率。
- 激光氧气分析仪
- 气体分析
- 郭堃



