煤磨CO在线监测系统






- ¥66666.00
- 2025-03-16 15:18:47
- 一氧化碳/氧气在线监测系统
- 郭堃 15129653023
- 陕西卓宇佳创仪器仪表有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCS\PLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。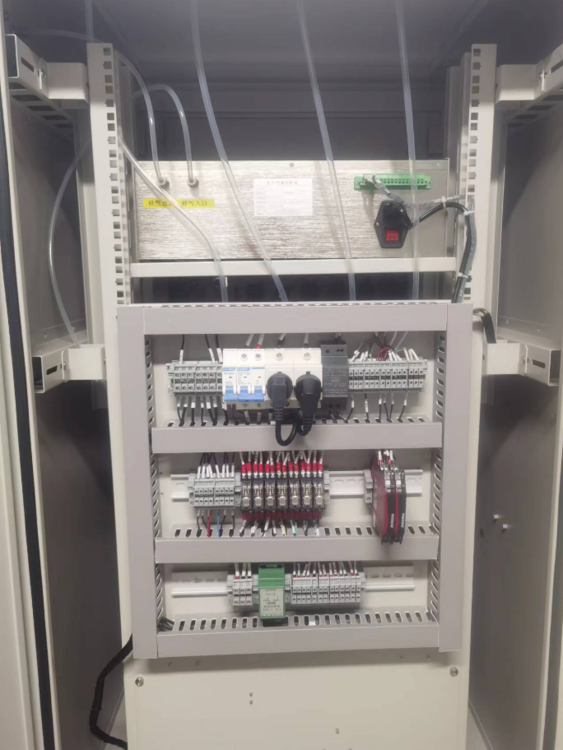
抽取式分析系统,JC系列原位式激光分析仪主要应用于高炉喷煤分析、热风炉烟气分析、高炉煤气分析、转炉烟气分析、转炉煤气回收分析、煤气柜安全分析、精炼炉炉气分析、干熄焦循环气分析、电捕焦安全分析、焦炉煤气分析、加热炉优化燃烧、煤气热值分析、排放烟气连续监测分析、高炉富氧系统分析。
JC系列原位式激光分析仪基于半导体激光吸收光谱(DLAS)技术的激光气体分析系统,能够在各种环境(尤其是高温、高压、高粉尘、强腐蚀等恶劣环境下)进行气体浓度等参量的在线测量,并具有准确性高、响应速度快、可靠性高、运行费用低等特点,分析带来的方便。
JC系列抽取式分析系统通常采用仪表柜式或分析小屋,由取样探头、样品预处理及分析仪器等组成;可在复杂工况下在线分析磨煤机入口包括CO、O2(注:单个分析仪可分析1-6个组分)等多个参数,针对我国磨煤机入口现场恶劣的工况条件,天禹智控自主研发红外气体传感器、顺磁气体传感器或电化学气体传感器、热导气体传感器,利用多年成熟的分析控制技术和预处理取样技术,创造性的设计提供方案。特别是采用自主技术创新的取样探头,维护量小,更加适合煤磨机入口现场工况条件。
通过对不同工艺煤气的检测,可以实现节能及安全管理;通过对有色金属冶炼炉气分析可以对工艺优化及废气回收提供评价。
煤粉仓一氧化碳分析是工业生产中重要的安全监测措施,特别是在使用煤粉作为燃料的生产过程中,如水泥生产、火力发电等,煤粉仓的安全管理尤为重要。煤粉在存储和运输过程中可能会产生一氧化碳(CO),如果浓度过高,遇到高温或机械摩擦的火花,极易引起燃烧甚至爆炸,因此,对煤粉仓内一氧化碳浓度的实时监测至关重要。
测量组分:O2、CO
测量原理:O2-电化学原理;CO-红外不分光
测量范围:见如上表格
稳 定 性:O2 -≤±1%FS;CO -≤±2%FS
响应时间:T90≤10 秒
流量:400mL/ min;
控制输出:继电器触点输出,且可由用户任意设置;
触点容量:220VAC,2A/24VDC,1A;
模拟输出:4~20mA(订货时说明),标准负载:≤500Ω;
通讯输出:RS-232 或RS-485(订货时说明);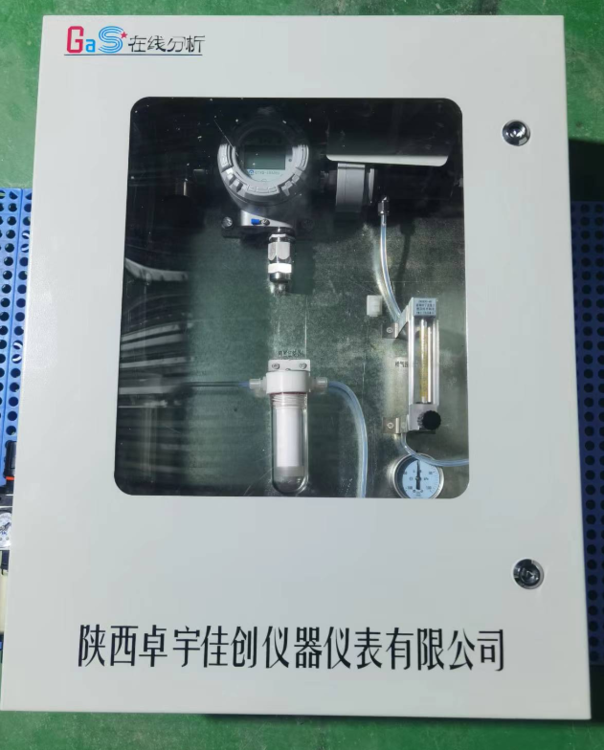
实时响应的防爆激光气体在线分析仪的应用,原位激光气体分析仪,能够确保高炉喷煤系统的安全。这些仪器具有快速响应时间(<1秒),高灵敏度,能够有效地杜绝爆炸危险。通过对磨煤机入口和出口的CO/O2浓度进行在线检测,反映磨煤机内的气体浓度,以及实时反映煤磨机与布袋出口间的管道泄漏信息,确保煤粉仓CO/O2的聚集信息并提供安全报警信息和操作控制依据2。
高炉喷煤磨煤机一氧化碳浓度高的原因包括燃烧不完全、磨煤机负荷过大、煤粉细度不合适等。控制一氧化碳浓度的常见措施包括优化燃烧条件、调整磨煤机运行参数、提高煤粉细度、加强燃烧过程监测和控制等。高炉系统中的喷煤磨煤机是将煤炭磨成粉末并注入高炉内进行燃烧。一氧化碳(CO)是一种有毒气体,其浓度过高可能产生安全风险,并对环境造成污染。导致一氧化碳浓度高的原因可能是燃烧不完全,即燃烧过程中煤炭没有充分燃烧而产生的。其他原因可能包括磨煤机负荷过大,导致燃烧条件不稳定,以及煤粉细度不合适,影响煤粉的燃烧效果。
- 一氧化碳/氧气在线监测系统
- 在线监测系统
- 郭堃



